

产生液压卡紧和其它卡阀现象的原因
2022.03.18
1,O阀芯外径、阀体(套)孔形位公差大,有锥度,且大端朝着高压区,或阀芯阀孔失圆,装配时二者又不同心,存在偏心距e[(图10-17a)],这样压力油P1通过上缝隙a与下缝隙b产生的压力降曲线不重合,产生一向上的径向不平衡力(合力),使阀芯更加大偏心上移。 上移后,上缝隙a更缩小,下缝隙6更增大,向上的径向不平衡力更增大,最后将阀芯顶死在阀体孔上。
2,阀芯与阀孔因加工和装配误差,阀心在阀孔内倾斜成一定角度,压力油P,经上下缝隙后,上缝院值不断增大,下缝隙值不断减少,其压力降曲线也不同,压力差值产生偏心力和一个使阀芯阀体孔的轴线互中正行的力矩,使阀心在扎内更倾科,最后阀芯卡死在阀孔内[图10-17B)
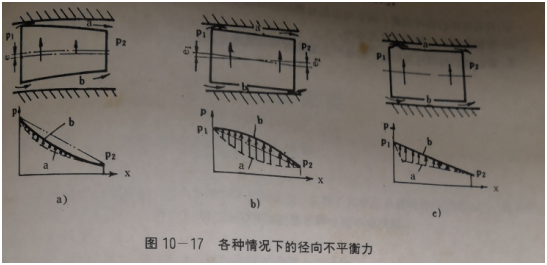
图10-17 各种情况下的径向不平衡力
3阀芯上因碰伤有局部凸起或毛刺,产生一个使凸起部分压向阀套的力矩[图10-17c)],将阀芯卡在阀孔内。
4 为减少径向不平衡力,往往在阀芯上加工若干条环形均压槽。若加工时环形槽与阀芯外圆不同心,经热处理后再磨加工后,使环形均压槽深浅不一[参阅图5-136b)],产生径向不平衡力而卡死阀芯。
5 污染颗粒进入阀芯与阀孔配合间隙,使阀芯在阀孔内偏心放置,形成图10-17b)所示状况,产生径向不平衡力导致液压卡紧。
6 阀芯与阀孔配合间隙大,阀芯与阀孔台肩尖边与沉角槽的锐边毛刺清倒的程度不一样,引起阀芯与阀孔轴线不同心,产生液压卡紧。
7其它原因产生的卡阀现象:
(1)阀芯与阀体孔配合间隙过小;
(2)污垢颗粒楔入间隙;
(3)装配扭斜别劲,阀体孔阀芯变形弯曲;
(4)温度变化引起阀孔变形;
(5)各种安装紧固螺钉压得太紧,导致阀体变形;
(6)困油产生的卡阀现象。


